Printing a Simple Triangle, Not That Easy After All
FleetingThat should be easy enough. Right?
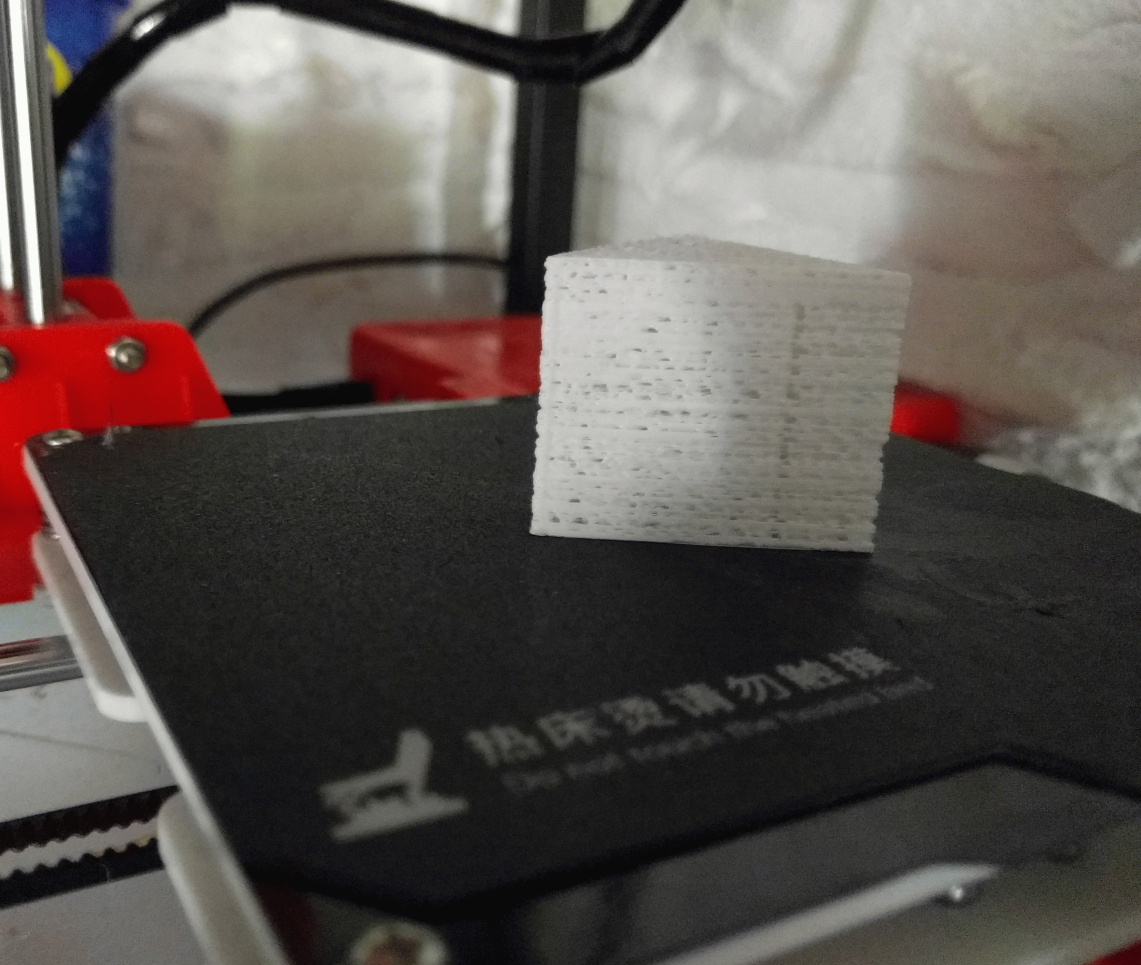
This is the result
I use cleaning filament and brushed the nozzle head, without much success.
Actually, this happened after updating cura. It asked me to reconfigure the printer. Did I forget something, like setting the extrusion multiplier? I tried increasing the multiplier to 110%. The quality increased, but the print was still not good enough.
Do I take advantage of this situation to try another slicer, like slic3r or prusaslicer?
I got to this task a few month later.
First, I totally cleaned the nozzle. I tried running the initial rocket model and it was quite nice.
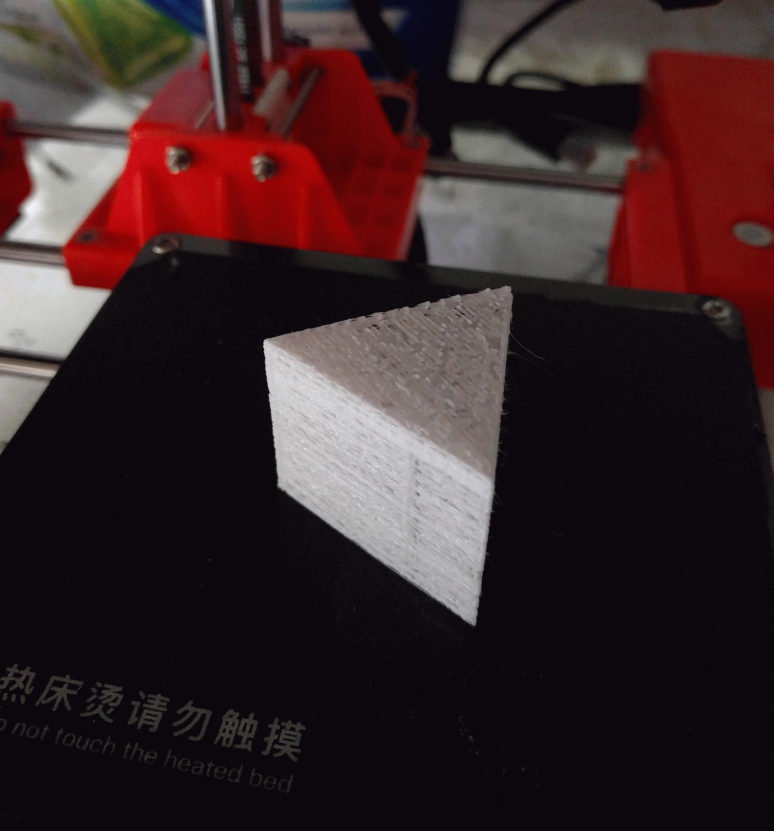
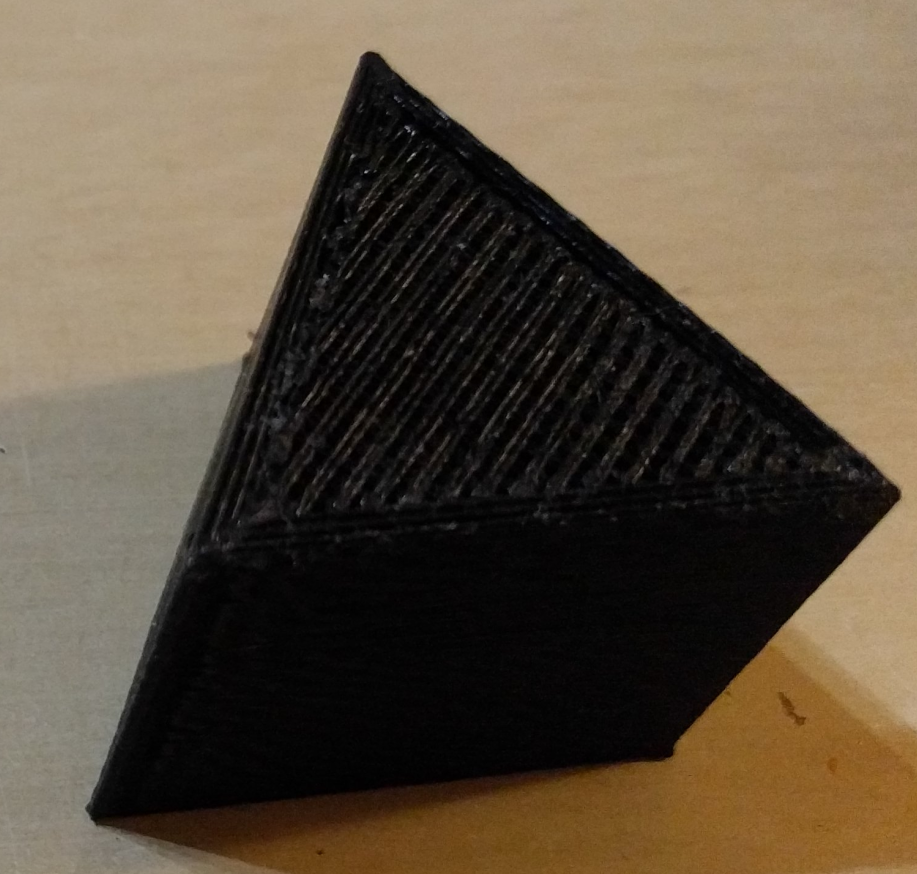
Then I used slic3r and the triangle was also very nice but now the top layer is really bad.
I tried,
- increasing the extrusion multiplier,
- increasing the top layer number of layers (up to 5),
- increasing the temperature,
I then realized then that the infill did not stick with the wall. May be slicer is a bit too fast for my printer. Most likely fixed by this.
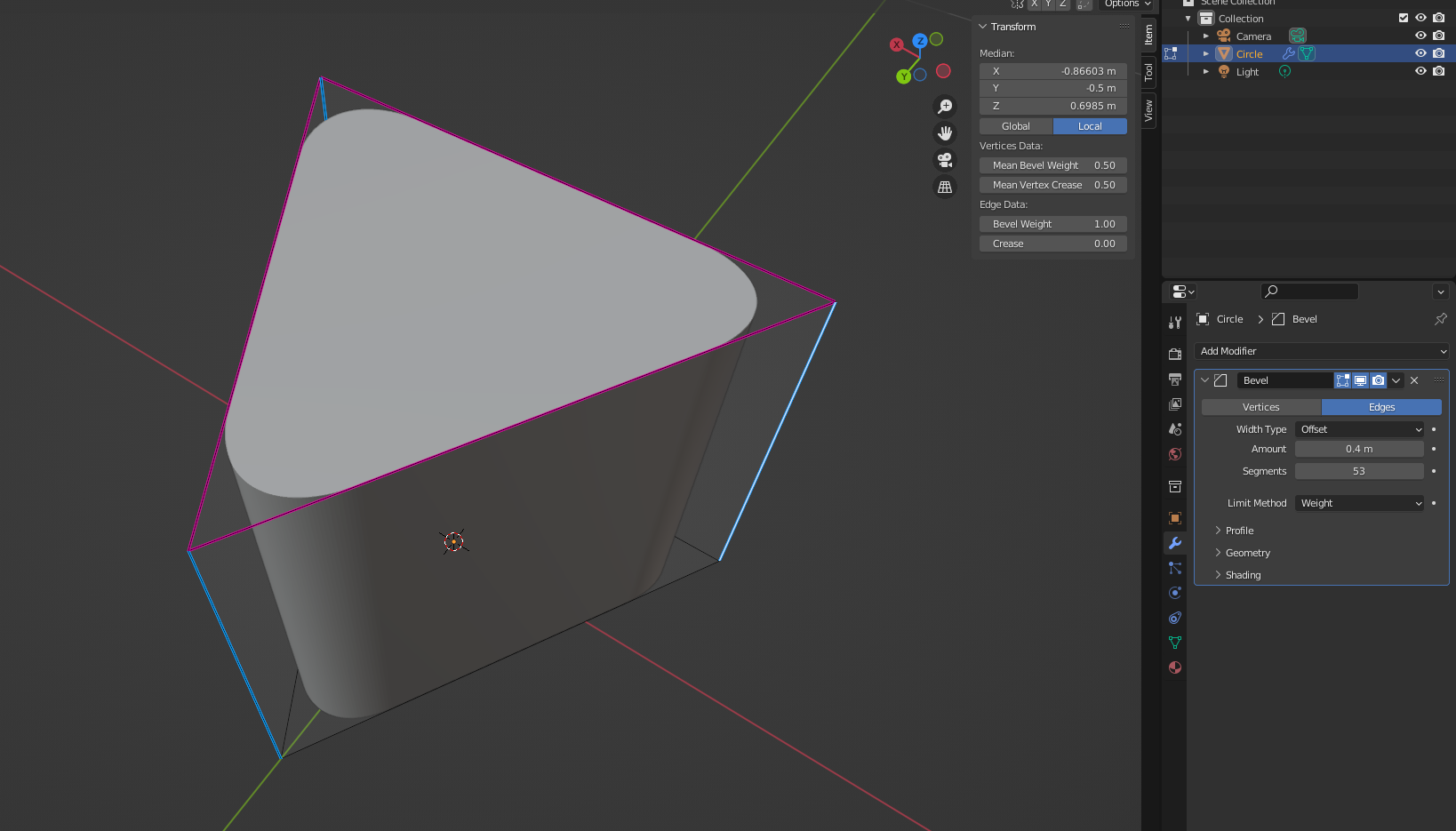
I also realized the triangle edges where too sharps. I could bevel it using the weight mode and adjusting the weight of the edges, as suggested in
https://blender.stackexchange.com/questions/147370/bevel-only-certain-edges-with-bevel-modifier.


I could not find a way to have a nice upper layer, without small holes.

I tried
- increasing the infill/perimeter overlap,
- increasing the temperature,
- lowering the top solid layer speed,
- changing of filament,
- increasing the extrusion width,
- tightening the belt,
Some of those mitigate the issue but don’t fix it.

Also, the issue always takes place at the same location, while nothing is wrong in the gcode. I assume my printer is just not good enough. Or the filaments are all pretty old and wet and of low quality.